Jak zmniejszyć czas cyklu produkcyjnego przy użyciu Lean Manufacturing?
Aby zmniejszyć czas cyklu produkcyjnego przy użyciu Lean Manufacturing, można zastosować kilka strategii.
- Usuwanie marnotrawstwa: Zidentyfikuj i eliminuj wszelkie formy marnotrawstwa w procesie produkcyjnym, takie jak nadmierne oczekiwanie, nadprodukcja, nadmierne przetwarzanie, wady jakościowe i nieefektywny transport.
- Przepływ ciągły: Uporządkuj sekwencję operacji w celu zapewnienia płynności przepływu materiałów i informacji. Unikaj przestoju i niepotrzebnego przechowywania.
- Synchronizacja produkcji: Skoordynuj harmonogram produkcji z popytem rynkowym, aby uniknąć nadmiernego składania zapasów. Zapewnij, że każdy proces jest zsynchronizowany, aby minimalizować czasy oczekiwania.
- Zarządzanie zasobami: Optymalizuj wykorzystanie zasobów, takich jak ludzie, maszyny i materiały, aby uniknąć przestoju i nieefektywnego wykorzystania.
- Zaangażowanie pracowników: Włącz pracowników do procesu doskonalenia, aby wykorzystać ich wiedzę i doświadczenie. Motywuj ich do zgłaszania pomysłów na poprawę efektywności i eliminację marnotrawstwa.
Znaczne skrócenie czasu cyklu produkcyjnego można osiągnąć poprzez wprowadzenie tych zasad Lean Manufacturing i ciągłe doskonalenie procesów produkcyjnych. To, co pozwala każdemu pracownikowi być częścią zespołu, to jasno wytyczone i zdefiniowane cele.
Świadomość pracowników, że to dzięki wyznaczonym celom i ich realizacji zmienimy się także my sami, a nasza pozycja jest ważna i wpływa na nasz sukces. Świadomość, że mają wpływ na etap doskonalenia przedsiębiorstwa. Pozwala im na zaangażowanie. Co jednak ma to wspólnego ze SMED i skracaniem czasu przezbrojeń?
SMED szkolenia, jako motywacja do ciągłego doskonalenia
Kluczem do ciągłego doskonalenia i zmiany kultury organizacyjnej w pracy są szkolenia pracowników produkcji. Podnoszenie kwalifikacji, budowanie świadomości pracownika i zachęcanie go do brania udziału w projektach. Wszystko to jednak zależy od lidera. To lider jest osobą, która buduje zespół oparty na współpracy i zaufaniu. Dążąc do kultury ciągłego doskonalenia. Zespół produkcyjny to operatorzy maszyn i pracownicy, którzy mają do czynienia na co dzień z maszynami i etapami produkcji. A także liderzy, którzy poprowadzą zespół.
Jednym z etapów organizacyjnych jest ergonomiczne stanowisko pracy, a także cały proces produkcyjny, który musi zostać zaplanowany. Natomiast jednym z etapów takiego procesu jest skracanie czasu przezbrojeń. Wpływa to nie tylko na produkcję, ale przede wszystkim na efektywność pracowników i realizację założonych celów.
Cel SMED – skracanie czasów przezbrojeń
Żeby wszystko przebiegło zgodnie z planem, cały zespół musi zostać wdrożony w etapy przezbrojeń. Każdy z członków musi realizować wyznaczone założenia.
A jak zacząć proces przezbrajania, żeby był efektywny?
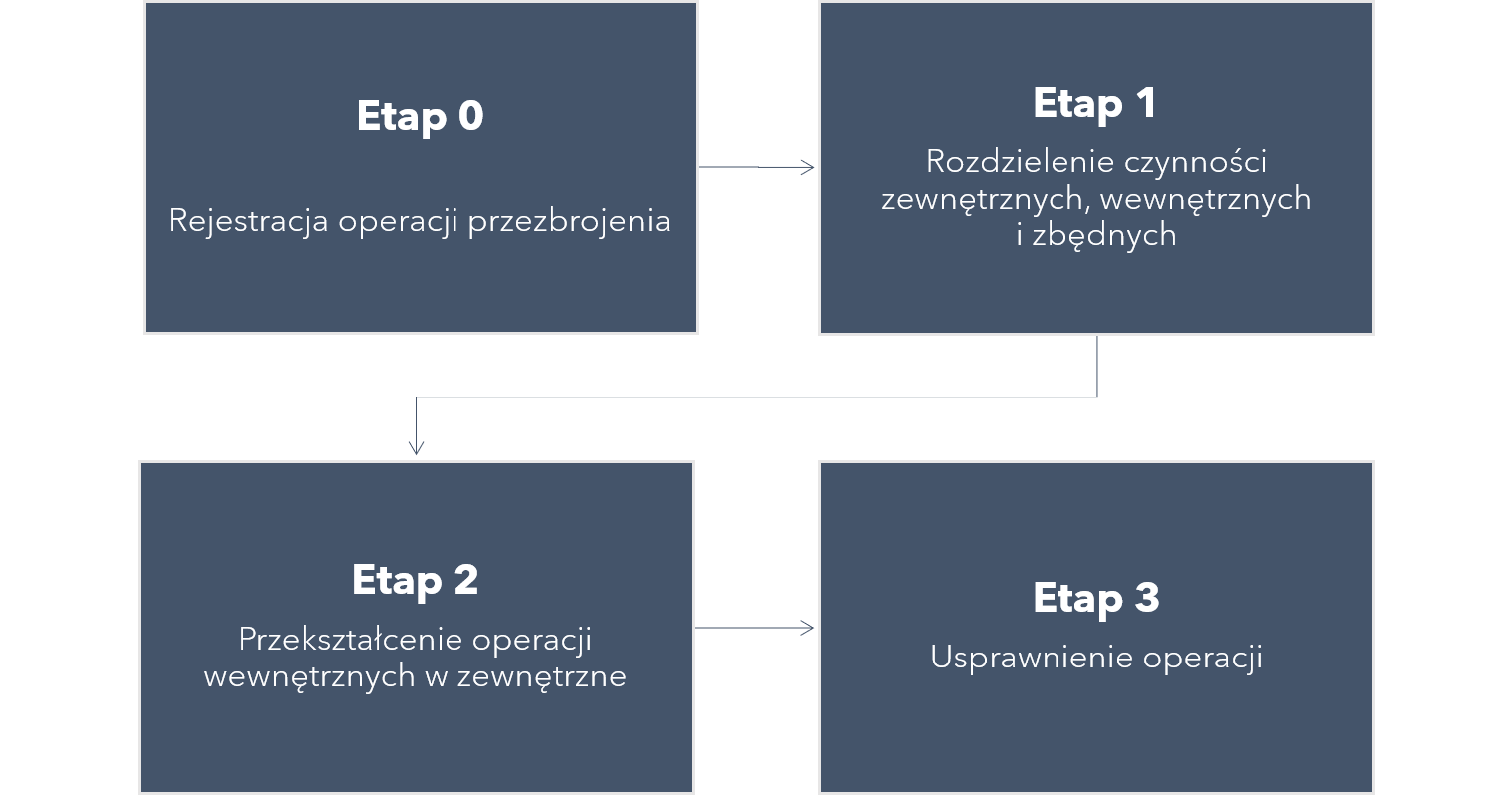
Analiza procesu przezbrojenia, czyli opis operacji
Celem jest poznanie i utrwalenie zarówno organizacji, jak i przebiegu przezbrojeń. Do tego celu najlepiej sprawdzi się nagranie całego procesu. Wszystko krok po kroku od uruchomienia maszyny, pracę operatora, po końcowy etap produkcji i produkt.
Po nagraniu całego procesu należy go przeanalizować. Do tego celu najlepiej sprawdzi się wykonanie karty przebiegu przezbrojeń. Wszelkie obserwacje, czas i etapy muszą zostać na niej wypisane. Nawet najmniejszy szczegół taki, jak droga po narzędzia, czy szukanie narzędzi przez operatora. A także respektowanie instrukcji operacyjnych przez operatora maszyny.
Przezbrojenie zewnętrzne i wewnętrzne
W SMED przezbrojenia dzieli się na wewnętrzne i zewnętrzne. Zatem po analizie procesu należy ustalić nowy ład wykonywania danych czynności. Następnie stworzyć karty kontrolne oraz tablicę informacyjną.
Dzięki temu można ustalić odpowiednią kolejność wykonywanych czynności i wyeliminować te, które są niepotrzebne. A wpływają na czas przezbrojeń. Następnie należy wykonać nową check-listę przezbrojeń i wprowadzić ją w standardy procesu. Jeśli etap ten został wykonany poprawnie. Trzeba skontrolować go przy wykonywaniu następnych przezbrojeń. Wszystko po to, aby sprawdzić, czy udało się wyeliminować wszystkie niepożądane zachowania, które wpływają na czas przezbrojeń.
Transformacja przezbrojeń
Przekształcenie przezbrojenia wewnętrznego na zewnętrzne to kolejny etap procesu przezbrojenia w SMED. Celem tego kroku jest zaawansowane przygotowanie pracy poprzez wdrożenie rozwiązań standaryzacyjnych. Działania wspierające ten etap to m.in. wcześniejsze przygotowanie warunków pracy uwzględniając ergonomię, czyli eliminacja marnotrawstwa i wdrożenie 5S.
Należy pamiętać również o maksymalnym skróceniu działań zewnętrznych i reorganizację standardów w innych punktach produkcji. Przykładem może być standaryzacja opakowań, czy wcześniejsze przygotowanie elementów niezbędnych do kolejnego etapu produkcji.
Zaprojektowanie nowego systemu i jego wdrożenie warunkuje sukces tylko w 30%. 70% sukcesu w SMED to umiejętność dążenia do ciągłego doskonalenia i utrzymanie prawidłowego systemu. Czyli żadne procesy nie będą w 100% skuteczne, jeśli nie złoży się na nie czynnik ludzki. W tym konkretnym etapie SMED lider i zespół produkcji łącznie z operatorem maszyn.